
Explore the end-to-end OEM process at THT Vietnam Manufacturing. From initial concept and R&D to automated production and quality assurance, discover how we turn your brand vision into a market-leading reality.

1. Bridging the gap between vision and retail reality
In the fast-paced world of Fast-Moving Consumer Goods (FMCG), the difference between a successful brand and a missed opportunity often comes down to the manufacturing partner. Many entrepreneurs and established companies possess brilliant product concepts, unique brand voices, and powerful marketing strategies. However, the technical challenge of transforming a “vision” into a stable, compliant, and mass-marketable physical product is a massive hurdle.

This is where the OEM (Original Equipment Manufacturing) process becomes the backbone of a successful business. At THT Vietnam Manufacturing, we have streamlined this transition, creating a professional, end-to-end framework that takes your idea from the boardroom to the supermarket shelf. Operating from our state-of-the-art facility in Hưng Yên, we provide a turnkey solution that empowers brands to launch with precision, speed, and absolute confidence.
2. Why the OEM process matters for your brand’s longevity
An effective OEM process is not just about “filling bottles.” It is about a disciplined methodology that ensures every single unit sold to a consumer reflects the high standards of your brand. When a brand ignores the technical rigor of the production cycle, they risk product recalls, unstable formulas, and inconsistent consumer experiences.

By partnering with THT Vietnam, you gain more than just a factory; you gain a team of chemists, supply chain experts, and quality control engineers dedicated to the integrity of your product. Our step-by-step methodology ensures that every variable – from raw material density to torque pressure on bottle caps – is managed with expert precision.
3. The THT Vietnam OEM Roadmap: A 6-Step Journey
Step 1: Ideation, needs assessment, and consultation
Every successful product begins with a deep conversation. During this initial phase, our team listens to your goals. Are you looking to disrupt the market with a “Green” laundry detergent? Are you developing a niche personal care line?
- Market Fit: We analyze your target price point and consumer demographics to recommend appropriate ingredients and formulations.
- Goal Setting: We establish the “Product Profile,” defining the desired viscosity, fragrance intensity, color, and cleaning efficacy of your product.

Step 2: Research & Development (R&D) and Formulation
This is where science meets your vision. Our R&D team at the Hưng Yên campus works to develop the “Master Formula.”
- Benchmarking: We test your requirements against current market trends and global benchmarks.
- Prototyping: We create laboratory-scale samples for your review. This stage often involves multiple rounds of refinement – adjusting fragrance notes, pH levels, or surfactant blends until the product feels “perfect” to you.
- Stability Testing: Before moving forward, we subject the formula to accelerated aging tests to ensure it will remain stable on a shelf for 24+ months, regardless of shipping or storage conditions.

Step 3: Quality compliance and Regulatory navigation
The legal landscape in Vietnam for chemical and cosmetic products is complex. THT Vietnam acts as your regulatory partner.
- Product Notification: We guide you through the process of registering your product with the Ministry of Health.
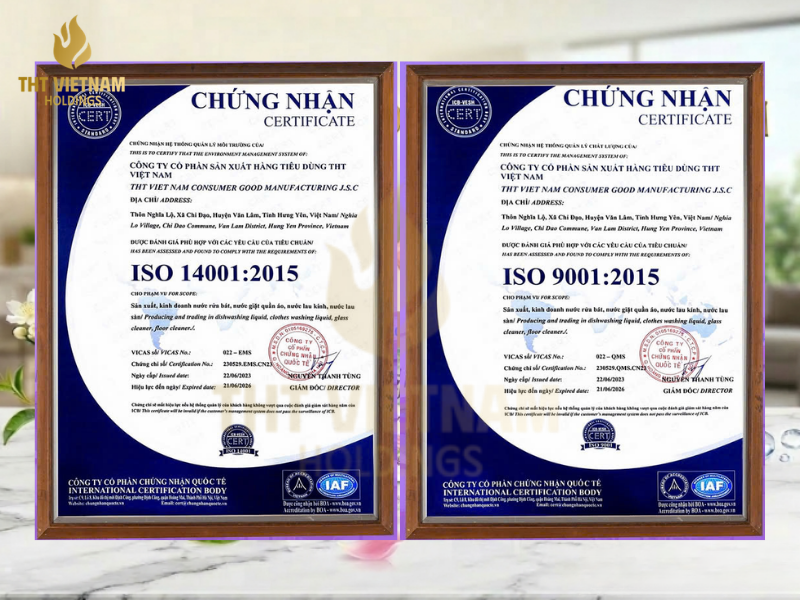
- Documentation: We prepare all necessary legal dossiers, MSDS (Material Safety Data Sheets), and quality certificates (ISO 9001/14001).
- Compliance Checks: We ensure your labels meet all mandatory labeling regulations, avoiding the common mistakes that lead to costly packaging recalls.

Step 4: Procurement and Supply Chain Management
Once the formula is locked and the legal foundation is set, we move to procurement. THT Vietnam leverages its massive purchasing power to secure raw materials at a competitive price.
- Vetting Suppliers: We only source ingredients from audited, trusted global suppliers to ensure chemical purity.
- Inventory Readiness: We manage the delicate balance of raw material inventory, ensuring that your production schedule is never delayed by stockouts of fragrance or surfactant base.

Step 5: High-Speed automated production
This is the heart of the OEM process. Our facility is equipped with fully automated lines designed for high-efficiency manufacturing.
- Blending & Homogenization: Our vacuum-sealed reactors mix your formula with computerized precision.
- Filling & Capping: Our automated lines fill thousands of bottles an hour, with electronic check-weighers ensuring every bottle contains the exact amount of product.
- Labeling & Coding: We use high-speed printers to apply your brand’s barcodes, batch numbers, and expiry dates, ensuring full traceability.

Step 6: Quality assurance (QA) and Logistics
Quality control is not an end-of-line thought; it is an integrated process.
- The Quality Gate: Before a single case leaves our warehouse, it must pass final inspection. We verify seal integrity, labeling accuracy, and batch uniformity.
- Professional Logistics: We prepare your cargo for export or domestic distribution using professional netting, palletization, and container sealing protocols. Your product is delivered in pristine condition, ready for the retail front-line.

4. Technical excellence: The “THT Advantage”
What sets the THT Vietnam OEM process apart from standard contract manufacturing? It is our commitment to technical depth.
- Closed-Loop Feedback: We don’t just produce a batch and stop. We monitor feedback from the market. If our partners observe a trend change, our R&D team is ready to pivot and reformulate immediately.
- Environmental Responsibility: Our ISO 14001 standards ensure that your brand is not just high-quality, but also ethically manufactured. In an era where consumers hold brands accountable for their environmental footprint, this is a massive marketing asset.

- Scalability: Whether you are starting with a small pilot run of 5,000 bottles or a nationwide launch of 500,000 units, our systems are designed to scale instantly. We grow with your brand, not against your constraints.
5. Empowering your brand’s success
The OEM journey at THT Vietnam is designed to be frictionless. By outsourcing the complexity of chemical engineering, regulatory compliance, and industrial production, you are free to dedicate your resources to the most important parts of your business: Brand Building, Marketing, and Customer Experience.
When you choose THT Vietnam, you are choosing a partner that treats your product as our own. We understand that your brand’s reputation is built on the performance of the liquid inside the bottle, and we treat every single batch with the meticulous care that reputation deserves.
6. Conclusion: Take the first step today
Launching your own line of household chemicals or cosmetics is a milestone event. It represents the realization of a concept and the beginning of a brand’s journey in the hearts of consumers. With the step-by-step OEM process at THT Vietnam Manufacturing, you are not just launching a product; you are launching a high-performance, compliant, and professional brand.
Are you ready to turn your vision into a reality? Our team in Hưng Yên is ready to guide you through the process, from the first sample to the final shipment. Let’s build something extraordinary together.
Ready to launch your own brand? Discover the strategic roadmap for Private Label Laundry Pods. From formula innovation to high-speed manufacturing at THT Vietnam Manufacturing, learn how to successfully enter the concentrated detergent market.

1. The rise of the “pod” revolution in home care
The global laundry industry is undergoing a paradigm shift. For decades, traditional liquid detergents and powders dominated the landscape. However, the convenience-driven modern consumer has ushered in the era of “Laundry Pods” – the pre-measured, highly concentrated, and hassle-free solution to daily garment care.

For many businesses, retailers, and entrepreneurs, the “pod” segment represents the ultimate opportunity for high-margin brand expansion. Yet, the leap from having a concept to having a shelf-ready product is immense. Launching Private Label Laundry Pods requires a sophisticated blend of chemical engineering, specialized film technology, and high-speed automated manufacturing. In this guide, we break down the strategic roadmap for brands looking to enter this lucrative market by partnering with a specialized contract manufacturer like THT Vietnam Manufacturing.
2. Why focus on Laundry Pods? The market case
Before diving into the “how,” it is essential to understand the “why.” Laundry pods satisfy the three pillars of modern FMCG success:
- Convenience: No measuring, no mess, and no heavy bottles to carry.
- Concentration: High-active ingredients mean smaller packaging, which equates to lower shipping costs and a reduced carbon footprint.
- Aesthetic Appeal: The multi-chamber, colorful design of a pod is inherently “Instagrammable,” making it a powerful tool for brand differentiation on social media and retail shelves.

For a new brand, launching a pod line is a statement of innovation. It signals that your brand is at the forefront of the home care technology wave.
3. The manufacturing complexity: It’s not just “liquid in a bag”
A common misconception is that laundry pods are simple to produce. In reality, they are one of the most technically demanding products in the chemical industry. Creating a premium pod involves several high-stakes variables:
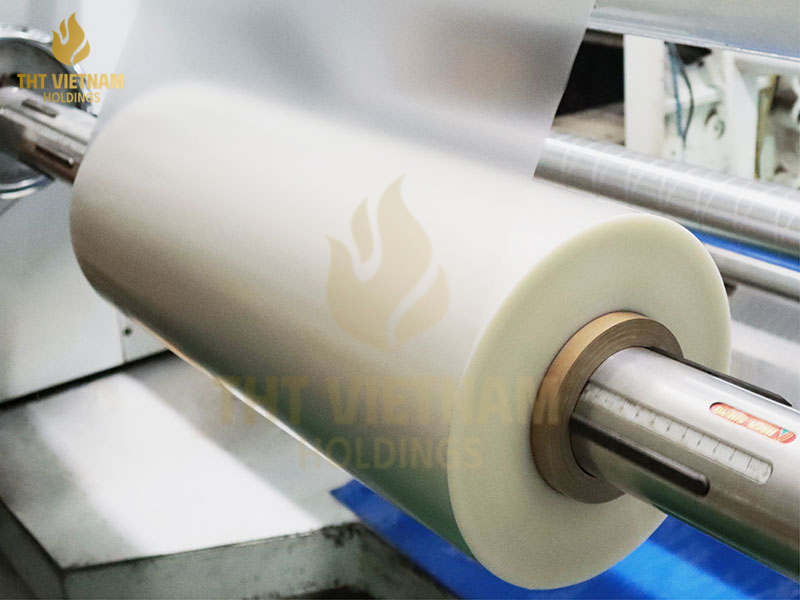
3.1. Water-Soluble Film (PVA) Technology
The core of any pod is the Polyvinyl Alcohol (PVA) film. This film must be strong enough to hold the liquid during transport and shelf life, yet sensitive enough to dissolve instantly in the wash, even in cold water. Selecting the correct film grade is the first hurdle in the Private Label development process.
3.2. Formula Stability (Concentration)
Unlike traditional detergents, pod formulas must be ultra-concentrated. If the liquid contains too much water, the PVA film will dissolve prematurely. At THT Vietnam Manufacturing, our R&D team specializes in “Low-Water Activity” formulas, ensuring that our pods remain stable, structurally sound, and effective for months after production.
4. The strategic roadmap: Launching your Private Label Pods
Partnering with an experienced OEM/ODM provider like THT Vietnam allows you to focus on the brand identity while we handle the heavy industrial lifting. Here is the 5-step roadmap to your launch:
Step 1: Product Positioning & R&D
Every great brand starts with a clear identity. Are you targeting the “Eco-Conscious” consumer with plant-based ingredients? Or are you aiming for the “Professional Athlete” market with heavy-duty stain removal enzymes? We start by defining your product profile and developing the corresponding formula in our lab.

Step 2: Regulatory Compliance & Testing
As discussed in our previous insights, legal safety is non-negotiable. Before a single pod is produced for sale, we perform stability testing (aging the pods in chambers) and toxicity testing. This ensures your brand is protected against potential claims and fully compliant with national quality standards.
Step 3: Packaging & Aesthetic Strategy
Pods are often sold in specialized child-resistant containers, pouches, or recyclable tubs. We advise our partners on the best packaging formats that not only protect the pods from humidity but also serve as a high-visibility marketing asset on the shelf.

Step 4: Pilot Batch Production
Before committing to massive production, we conduct a pilot run. This allows your team to test the product with focus groups and ensure the fragrance and cleaning performance meet your vision. It is the “safety net” that prevents costly large-scale errors.
Step 5: Full-Scale Automated Launch
Once the pilot is approved, we scale up to our fully automated pod lines. With our high-speed rotary machines, we can output thousands of units per hour, ensuring your brand is never out of stock during critical promotional windows.

5. THT Vietnam: The industrial backbone for your Pods
Why choose THT Vietnam Manufacturing for your pod venture? The answer lies in our infrastructure in Hưng Yên.
- Automated Humidity Control: Pod production is incredibly sensitive to environment. If the room is too humid, the film becomes tacky; too dry, and it becomes brittle. Our facility maintains a strictly controlled micro-climate, ensuring every pod produced is of the highest structural integrity.
- Integrated Multi-Chamber Capabilities: We have the technology to produce dual-chamber or multi-chamber pods, allowing you to combine different active agents (e.g., detergent + softener or detergent + sanitizer) that would otherwise react if mixed in a single bottle.
- ISO-Certified Quality Gates: Every pod batch is checked for weight accuracy and seal strength. We utilize thermal-seal testing to ensure that not a single drop of liquid leaks during transit.

6. Sustainability: The competitive advantage
The “Pod” format is inherently more sustainable than traditional jugs. Because they are concentrated, they require 70-80% less plastic packaging and significantly less fuel for transportation. By launching a Private Label pod line with THT Vietnam, you are positioning your brand as a leader in the “Green Transition.” We can further enhance this by using biodegradable PVA films and sourcing raw materials from sustainable supply chains.
7. Overcoming common “launch” challenges
Many brands fear the logistics of launching a new, complex product. The THT approach minimizes these risks:
- Risk 1: Fragrance Migration. Sometimes, scent can migrate through the film. We use specialized fragrance encapsulation technology to ensure the fragrance stays inside the pod until the user releases it in the wash.
- Risk 2: Sealing Failure. Our robotic thermal-sealers are calibrated to the micro-millisecond, creating a weld that is stronger than the film itself.
- Risk 3: Cost Management. Through our bulk procurement of raw materials, we ensure your per-unit cost remains competitive, allowing for healthy profit margins even in a price-sensitive market.
8. Conclusion: Your brand, our technology
Launching a line of Private Label Laundry Pods is a sophisticated undertaking, but it is one of the most rewarding moves a brand can make. It demonstrates a commitment to innovation, convenience, and quality.

At THT Vietnam Manufacturing, we have the industrial expertise, the high-speed machinery, and the R&D team ready to turn your vision into a reality. Don’t let the complexity of the “pod” format deter you. With the right partner in Hưng Yên, you can bypass the risks, optimize the costs, and place a world-class, premium product into the hands of your customers.
The future of laundry is concentrated, convenient, and pre-measured. The question is: Is your brand ready to lead the revolution?
Delve into the technical superiority of THT Vietnam Manufacturing. From high-precision chemical blending to automated quality gates, discover how our processes ensure premium quality for liquid laundry detergent production, setting the industry standard for OEM/ODM excellence.

1. The blueprint of a premium laundry detergent: Beyond the bottle
In the modern household, the laundry room has become a laboratory of convenience. Consumers today are not merely looking for a cleaning agent; they are seeking a high-performance solution that balances powerful stain removal, fabric protection, skin safety, and fragrance longevity. For a brand to capture the “premium” segment, the liquid laundry detergent must perform consistently across thousands of wash cycles, regardless of water hardness, temperature, or machine type.

Achieving this “premium” consistency is a challenge that many manufacturers fail to meet. It requires more than just mixing raw materials; it demands a scientific, disciplined, and fully automated ecosystem. At THT Vietnam Manufacturing, we have built our reputation on the fact that quality is not an accidental outcome-it is an engineered result. By integrating a $10 million investment in cutting-edge technology with an uncompromising quality-first philosophy at our Hưng Yên campus, we provide our partners with detergents that do more than just clean; they build lasting brand equity.
2. The foundation: Intelligent raw material sourcing and vetting
The journey toward a premium product begins long before the mixing process starts. In the chemical industry, the “garbage in, garbage out” rule is absolute. A detergent is only as effective as the surfactants, enzymes, and stabilizers that compose its formula.
2.1. Strict raw material standards
Our Quality Assurance (QA) process starts with a global-standard vetting system for all raw materials.
- Surfactant Integrity: We utilize premium-grade surfactants-the chemical “engine” that lifts dirt from fibers-known for their excellent biodegradability and low skin-irritation profiles. Every shipment arriving at our loading dock is sampled and tested in our on-site laboratory for purity levels, pH, and active concentration.

- Fragrance Longevity: Fragrance is often the primary driver of the “premium” perception. We work with globally renowned perfume houses to source essential oils that are chemically stable in high-pH detergent environments. Our climate-controlled storage in Hưng Yên ensures that these fragrances do not oxidize or degrade, maintaining the product’s sensory profile from the first wash to the last.
- Enzyme Technology: For our advanced stain-removal formulas, we integrate heat-stable, high-potency proteases and lipases. We monitor these enzymes throughout the supply chain to ensure they remain active until the moment they interact with the consumer’s laundry.
3. The technical heart: Precision mixing and homogenization
The most critical stage in producing a world-class liquid laundry detergent is the homogenization process. In a poorly managed factory, ingredients often separate over time, leading to a “stratified” product where the top is watery and the bottom is overly concentrated. This inconsistency is a death sentence for any brand’s reputation.

At THT Vietnam Manufacturing, we utilize high-speed, automated mixing reactors equipped with advanced shear-agitation technology.
- Vacuum-Sealing Capabilities: By conducting the mixing process under vacuum, we eliminate air entrapment. This prevents oxidative degradation of the ingredients and ensures the detergent has a professional, silky, and “premium” viscosity.
- Computerized Batching: Our systems use mass-flow meters to control the addition of every single ingredient to a fraction of a gram. This computerized precision ensures that every batch-whether it’s the first one in the morning or the last one at night-is identical in chemical composition.
4. Automated filling and sealing: The “Zero-Defect” standard
High-volume production is where most manufacturers compromise quality for speed. At THT, we refuse to accept this trade-off. We have invested heavily in a fully automated “Closed-Loop” filling ecosystem that minimizes human intervention, the primary source of manufacturing errors.

- Electronic Check-Weighers: Every individual bottle passes through an automated weight-control gate. If a bottle is off by even a few grams, it is automatically diverted by a high-speed pneumatic arm. This ensures that the consumer always receives the exact volume they paid for.
- Vacuum-Pressure Filling: Our filling machines are calibrated to ensure identical levels in every container. This prevents spillage during filling, keeping the outside of the bottle clean and pristine-an essential element of the “premium” look on a supermarket shelf.
- Robotic Capping: We use torque-controlled robotic cappers that apply the exact amount of pressure needed for a leak-proof seal. This guarantees that the product survives the turbulence of international shipping and long-term storage without losing a single drop.
5. Rigorous quality gates: The ISO certification advantage
Our commitment to quality is not just a promise; it is a system. As an ISO 9001:2015 certified facility, we operate on a closed-loop Quality Management System (QMS) that tracks every product from the raw material bin to the final pallet.

In-house Laboratory Validation
Before a batch is cleared for secondary packaging, it must pass a battery of “Quality Gates”:
- pH and Stability Testing: Ensuring the product is gentle on skin and fabric.
- Viscosity Profiling: Confirming the texture provides the expected “feel” for the consumer.
- Cleaning Efficacy Benchmarking: We subject samples to real-world soil removal tests, comparing them against the performance of international premium benchmarks.
- Accelerated Aging Tests: We simulate extreme shelf-life conditions (high heat/humidity) to ensure the product remains stable for 24+ months.
6. Sustainability: Premium quality with an environmental conscience
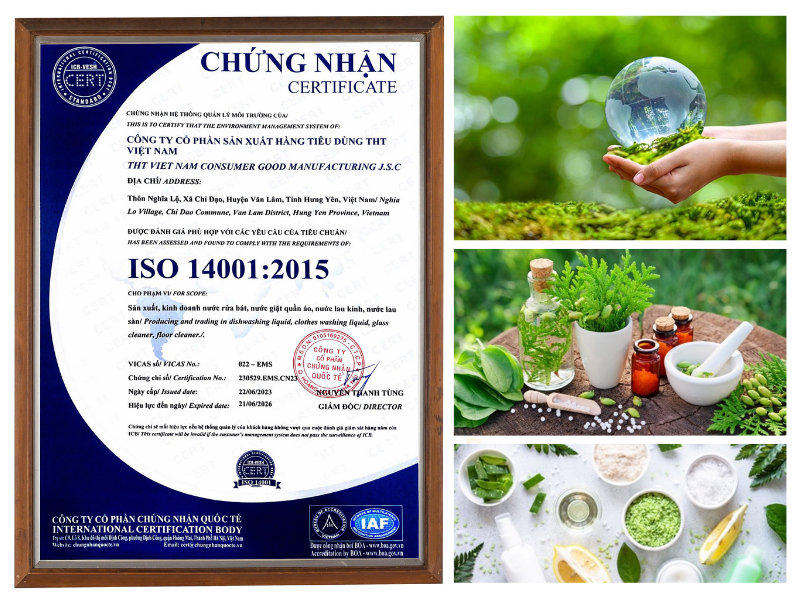
Modern consumers associate “premium” with “responsible.” By maintaining ISO 14001:2015 environmental standards, THT Vietnam Manufacturing proves that high-performance detergent does not need to be a burden on the planet.
- Energy Efficiency: We utilize high-efficiency industrial motors and heat-recovery systems that reduce our total energy footprint per ton of detergent produced.
- Chemical Stewardship: Our advanced effluent treatment plant ensures that all water used in our manufacturing process is treated to national safety standards before it is discharged. This sustainability profile is a key value proposition for our OEM/ODM partners, allowing them to market their brands as ethically superior.
7. Scalability and the OEM/ODM advantage
Quality should never be sacrificed for volume. Whether you are ordering 5,000 units for a regional pilot or 500,000 units for a massive national rollout, our facility in Hưng Yên delivers the same level of premium craftsmanship.
By partnering with THT Vietnam, you are leveraging the same infrastructure, R&D depth, and quality control systems that built our successful proprietary brands like Carefor. We understand the market because we are the market. We have refined our manufacturing processes through the lens of a brand owner, ensuring that we treat every client’s product with the same urgency and meticulous attention as if it were our own.
8. Conclusion: Your brand, our standard
In the consumer goods sector, your brand’s reputation is built on the performance of the product inside the bottle. A single poor experience can lose a customer forever; however, a consistently premium experience creates a loyal brand advocate for life.

By choosing THT Vietnam Manufacturing, you are not just selecting a factory; you are selecting a partner that understands the technical nuances of chemical engineering, the importance of automated precision, and the necessity of rigorous quality gates. We are dedicated to providing the industrial backbone that allows your brand to focus on what you do best: storytelling and market leadership. Together, we can elevate your product to the premium tier, ensuring that every drop of liquid laundry detergent delivers the excellence your customers demand and deserve.
Discover how THT Vietnam Holdings sets the global standard in OEM/ODM manufacturing. From ISO-certified production at our Hưng Yên facility to professional export logistics, we empower international brands with premium, “Made in Vietnam” home care solutions.

1. Elevating the “Made in Vietnam” standard on the global stage
In today’s highly demanding global consumer market, the chemical and personal care manufacturing industry in Vietnam is navigating both massive opportunities and rigorous challenges. For a domestic enterprise to confidently enter the international arena, high-capacity manufacturing, absolute consistency, and stringent quality control are not just advantages-they are prerequisites.
As a pioneer in the industry, THT Vietnam Holdings continues to solidify its strategic position through high-quality contract manufacturing (OEM/ODM) and the export of premium home care products. Operating from our flagship THT Vietnam Manufacturing facility, we deliver products that meet the highest international standards, ensuring that “Made in Vietnam” is synonymous with excellence worldwide.
2. Manufacturing excellence at THT Vietnam Manufacturing
Our journey toward exporting full-container loads of high-quality products begins with the robust foundation of our manufacturing hub. The core competency of THT Vietnam lies not only in our modern infrastructure but in our mastery of advanced production technology and process optimization.
2.1. International Quality Management: ISO 9001 & ISO 14001
Every product line manufactured at our facility-from our proprietary brands like OBAY to the private label brands of our trusted partners like M2C-adheres strictly to our dual-core certification framework:
- ISO 9001 (Quality Management System): This is our guarantee of absolute uniformity across every batch. From raw material inspection and formula blending to final packaging, our automated and semi-automated monitoring systems eliminate technical variance, ensuring the product the consumer buys today is identical to the one they will buy a year from now.
- ISO 14001 (Environmental Management System): This reflects our commitment to sustainable development. Our “Green Production” processes and advanced waste treatment systems provide international partners with the confidence that their supply chain is ethically sound and environmentally compliant.
2.2. Diversified contract manufacturing portfolio
Equipped with flexible filling and packaging lines, our facility is engineered for versatility. We handle diverse volumes and packaging formats-including bottles, pouches, and sachets. Whether the requirement is for high-performance deep-cleaning agents or specialized fabric care formulas, THT Vietnam Manufacturing optimizes the chemistry and production parameters to meet the unique regulatory and consumer demands of each export market.

3. Rigorous logistics: The seal of export integrity
Trust between a manufacturer and an international distributor is built on transparency, especially during the logistics phase. At THT Vietnam, once a product leaves our factory floor, the entire fulfillment process is standardized to the highest professional level.
3.1. Sealed container protocol (Security & Integrity)
To ensure our home care products remain untouched and protected against external elements during long-distance maritime transport, we enforce a strict container sealing protocol. Every shipment requires a “Seal Log” (Biên bản nhận hàng nguyên chì), a legally binding document signed by our warehouse manager and the designated transport unit.
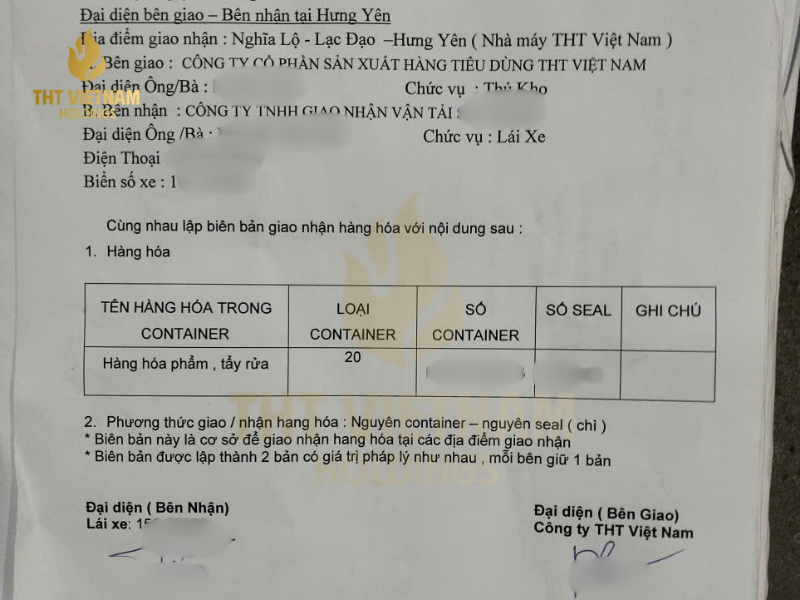
Detailed records-including container numbers, security seal codes, and vehicle license plates-are logged for every departure. This ensures the integrity of the shipment, prevents tampering, and guarantees that our packaging and cartons arrive in pristine condition at their destination.
3.2. Professional cargo handling and optimization
The sight of a fully loaded container, meticulously arranged with specialized Cargo Netting and standardized plastic pallets, is a hallmark of our professionalism. By optimizing every shipment for Max Gross Weight, Net Weight, and Cubic Capacity (Cu. Cap.), we provide our partners with:
- Risk Mitigation: Dramatically reduced movement and breakage risks during multimodal (land/sea) transit.
- Logistical Efficiency: Optimized container space, lowering the per-unit logistics cost for our partners.
- Rapid Turnaround: Faster unloading speeds using forklifts at the destination warehouse, enhancing our partners’ supply chain velocity.
4. Empowering global distributors and the “Made in Vietnam” brand
Our export operations are built on strategic alliances with large-scale international distributors. We view our distribution partners not as mere customers, but as vital bridges bringing Vietnamese consumer excellence to the global marketplace.
4.1. Large-scale supply stability
By synchronizing production in Hưng Yên with our logistics coordination, THT Vietnam Holdings guarantees on-time delivery commitments. Our ability to supply consistent, high-volume container shipments ensures that our distributors’ global supply chains remain uninterrupted, significantly strengthening their competitive stance in foreign retail environments.

4.2. Shaping the future of Vietnamese exports
We do not view ourselves merely as a contract manufacturer. We are actively collaborating with our partners to reshape the global perception of “Made in Vietnam” products. The vibrant growth of our export shipments serves as a powerful statement: Vietnamese consumer goods are fully capable of competing head-to-head with global giants in quality, safety, and price.

5. Conclusion: Dedicated to global standards
The sight of container trucks departing from our THT Vietnam Manufacturing facility, each carrying perfectly sealed and documented cargo, is the “harvest” of our team’s tireless professionalism and dedication.
Looking forward, we remain committed to aggressive technology investment, maintaining the highest ISO standards, and strengthening our partnerships with global distributors. We are on a mission to expand our commercial map, bringing the safest and most comprehensive home care solutions to consumers across the globe.
THT Vietnam Holdings is ready to be your partner in success.
Understand why product notification is the ultimate “passport” for brands in Vietnam. Explore how THT Vietnam Manufacturing ensures 100% legal compliance through ISO-certified processes and turnkey OEM ODM solutions for private label success.

1. Navigating the “trust economy” in the Vietnamese chemical market
In today’s volatile and highly competitive household chemical and cosmetic market, consumer behavior has undergone a radical shift. Shoppers are no longer swayed solely by a pleasant fragrance or eye-catching packaging. In an era plagued by “counterfeit” and “substandard” goods, what consumers truly seek is a guarantee of safety and a visible commitment from the manufacturer.

Among thousands of products ranging from high-end imports to local artisanal goods, how does a business verify its true value? The answer lies in a vital “passport” known as the product notification receipt.
This document is far more than a mere administrative formality; it is a powerful, legally binding pledge of quality. For any brand looking to survive and thrive, understanding the weight of this declaration is essential. At THT Vietnam Manufacturing, we believe that transparency is the foundation of every successful brand. In this guide, we explore why product notification is the lifeblood of your business operations in Vietnam.
2. What is product notification and why is it mandatory?
According to the regulations set forth by the Ministry of Health (MOH) and other governing bodies in Vietnam, all cosmetic and household chemical items must undergo a formal notification process before they can be legally circulated in the market.
This process involves a comprehensive dossier submission where the business proves that its product meets stringent national standards. Specifically, a product must be vetted across three critical dimensions:
- Ingredient Integrity: Ensuring the formula contains no banned substances or restricted chemicals that exceed safe thresholds (based on ASEAN Cosmetic Directives and local laws).
- Physical and Microbiological Quality: Proving through laboratory testing that the product is safe for human contact and free from harmful pathogens.
- Manufacturing Provenance: Verifying that the product is produced in a facility that meets operational and hygiene standards, such as those maintained at our Hưng Yên campus.
Without this step, a product is classified as “floating goods” – unauthorized items that carry the extreme risk of inventory seizure and heavy administrative fines.
3. Five strategic reasons why brands must prioritize notification immediately
3.1. Legal compliance: The bedrock of sustainable growth
To do business in Vietnam, upholding the law is a prerequisite, not an option. Having a full suite of product notification documents allows a business to operate with absolute confidence. It provides a legal shield during routine market inspections, ensuring that your supply chain is never disrupted by regulatory shutdowns or legal disputes.

3.2. Building absolute consumer trust
The modern Vietnamese consumer is tech-savvy and highly skeptical. It is increasingly common for shoppers to look for notification numbers or QR codes on packaging to verify a brand’s credibility. A product that has passed government scrutiny is a living testament that the business is willing to take responsibility for the consumer’s health and well-being.

3.3. The gateway to modern retail systems
If your brand has ambitions to scale, you must enter the “big leagues” of retail. Major supermarket chains like WinMart, Go!, and Co.op Mart, as well as reputable e-commerce platforms (Shopee Mall, LazMall), list the product notification Receipt as a “mandatory” entry requirement. Without it, you are effectively locking the door on millions of potential customers and the most lucrative distribution channels in the country.

3.4. Strengthening competitive positioning
On a crowded shelf, when faced with two similar detergents, a customer will instinctively choose the one that offers clear, verified information and government authorization. This “legal stamp of approval” is an invisible but incredibly potent competitive advantage that helps a brand stand its ground against unverified competitors.

3.5. Liability protection during unforeseen incidents
In the rare event of a consumer complaint regarding skin irritation or an adverse reaction, the product notification and its accompanying lab results serve as your primary defense. They prove that the product was manufactured according to a standardized, safe process, protecting the business from unfounded lawsuits and catastrophic brand damage.
4. THT Vietnam Manufacturing: Precision from production to paperwork
At THT Vietnam Manufacturing, we don’t just focus on creating high-performance cleaning agents like Carefor laundry detergent or OBAY degreasers. We place the rule of law at the very top of our operational hierarchy.

Every product that leaves our facility in Hưng Yên undergoes a rigorous notification process. This commitment is supported by our dual international certifications:
- ISO 9001:2015: Ensures a world-class Quality Management System where every batch is consistent and traceable.
- ISO 14001:2015: Confirms a “green” and environmentally friendly production process-a significant advantage when filing modern regulatory dossiers that prioritize sustainability.
By mastering both the technology of production and the complexity of the law, THT Vietnam Manufacturing ensures that every product reaching the consumer is “clean”-both in its chemical composition and its legal standing.
5. Turnkey OEM/ODM solutions: We handle the legal “maze” for you
For partners looking to develop a private label brand through our OEM/ODM services, the biggest concern is often the “red tape” associated with administrative procedures. We understand that entrepreneurs should focus on marketing, not paperwork.
Therefore, THT Vietnam Manufacturing provides a comprehensive, end-to-end legal support system:
- Formula Consultation & Testing: We don’t just guess; we verify. We assist in sending samples to the most prestigious national testing centers to ensure all indicators meet notification standards.
- Dossier Preparation: Our legal experts draft the product notification files quickly and accurately, significantly shortening your time-to-market.
- Compliant Packaging Design: We advise on labeling requirements to ensure that all mandatory content-ingredients, instructions, and warnings-is displayed correctly, avoiding costly reprinting or market recall errors.

This meticulous attention to detail is why THT Vietnam is the proud partner of thousands of distributors and private label brands nationwide.
6. A legacy of trust and national pride
When you choose our Carefor laundry detergent, OBAY cleaning ecosystem, or Dental B oral care products, you are choosing a brand rooted in Vietnamese intellect and the highest sense of responsibility. THT Vietnam Manufacturing asserts the strength of a “Made in Vietnam” enterprise that is fully self-sufficient-from industrial scale to legal integrity.

We don’t just sell a bottle of detergent; we sell peace of mind. The presence of a notification number on every THT Vietnam package is a promise of enduring quality and safety for every member of your family.
7. Conclusion: The “birth certificate” of a successful brand
Product notification should never be viewed as an administrative burden. Instead, it should be seen as the official “birth certificate” that gives your product a professional identity and legal protection in the marketplace. A small step in legal compliance today will lead to massive leaps in revenue and brand status tomorrow.
With the support of THT Vietnam Manufacturing in Hưng Yên, your brand can stand tall, knowing that it is backed by the $10 million infrastructure and the absolute legal certainty required to dominate the 2025-2030 consumer market.
Deciding between building a factory or choosing an OEM partner? Explore the Top 10 Reasons Why Businesses Should Choose OEM Over Self-Production. Learn how THT Vietnam Manufacturing helps brands optimize capital, reduce risk, and scale rapidly in the competitive FMCG market.
1. Navigating the “make vs. buy” dilemma in modern business
In an era of relentless market volatility, the ability to optimize resources and mitigate risk is the ultimate survival factor for any enterprise. For brands entering the Fast-Moving Consumer Goods (FMCG) sector, a critical question arises: Should we invest tens of millions of dollars to build a private facility, purchase machinery, and manage a massive workforce, or should we leverage the OEM (Original Equipment Manufacturing) model?
Increasingly, the shift toward OEM is becoming the preferred choice for both high-growth startups and established global conglomerates. But why does this model hold such magnetic appeal? At THT Vietnam Manufacturing, we have seen firsthand how this strategic pivot empowers brands. Below, we analyze the 10 key reasons why choosing an OEM partner is the smartest business decision you can make today.
2. Reason 1: Drastic reduction in initial capital expenditure (CAPEX)
The first and most obvious barrier to entry in the detergent and chemical industry is finance. To self-produce even a single line of laundry detergent, a business must sink billions of VND into land acquisition, factory construction, high-grade stainless steel reactors, and complex wastewater treatment systems.

By choosing OEM, you completely eliminate this crushing burden of fixed costs. Instead of pouring your capital into the “shell” (the physical factory), you can concentrate your financial firepower on the “core”-your marketing strategy and distribution network. This allows you to occupy the market at maximum speed without being weighed down by heavy industrial debt.
3. Reason 2: Minimizing operational and human resource risks
Operating a factory is a multi-dimensional challenge. It involves managing hundreds of workers and engineers, navigating labor safety regulations, dealing with potential strikes, and maintaining complex machinery that can break down at any moment.

Under the OEM model, you transfer the entire weight of production risk to your partner. Your primary responsibility is simply to verify the quality of the finished goods based on the rigorous standards defined in your contract. This allows your leadership team to remain lean and focused on growth rather than troubleshooting mechanical failures or HR disputes.
4. Reason 3: Leveraging established R&D and chemical expertise
Specialized manufacturing facilities like THT Vietnam Manufacturing possess a deep well of Research and Development (R&D) experience. Instead of spending years (and a fortune) attempting to “perfect” a laundry detergent or floor cleaner formula through trial and error, you gain immediate access to market-proven chemical profiles.

These formulas have already passed stability tests, scent longevity trials, and efficacy benchmarks. This ensures that your brand enters the market with a high-performance product from the very first batch, eliminating the “experimental phase” that often sinks new brands.
5. Reason 4: Unmatched speed-to-market (TTM)
In the world of FMCG, the first-mover advantage is everything. If you choose to build your own factory in Vietnam, you are looking at a minimum timeline of 18 to 24 months for construction, licensing, and trial runs.

With OEM, the timeline from concept to a product sitting on a supermarket shelf can be compressed into a matter of weeks or a few months. THT Vietnam Manufacturing offers an accelerated onboarding process, ensuring that you don’t miss a “golden” market window while waiting for a building to be finished.
6. Reason 5: Scalability and production flexibility
Self-production often traps a brand in an “efficiency cage.” If you produce too little, your overhead costs per unit skyrocket; if you produce too much, you face immense warehouse pressure and inventory risk.

The OEM model provides the ultimate flexibility. You can adjust your production volume based on real-time market demand. This allows you to start with a small “pilot” quantity to measure consumer response before committing to a large-scale national rollout. As your brand grows, the factory’s massive capacity in Hưng Yên grows with you.
7. Reason 6: Instant access to world-class manufacturing technology
Industrial technology evolves at a staggering pace. Buying machinery today often means owning “obsolete” tech in five years. When you partner with a top-tier OEM, you inherit the benefits of a modern, automated production line without the cost of upgrades.

THT Vietnam Manufacturing operates state-of-the-art facilities that meet ISO 9001 and ISO 14001 standards. This ensures that your products are manufactured using the latest automation and precision-filling technology, allowing you to compete with global multinationals on a technical level.
8. Reason 7: Navigating the maze of legal and regulatory compliance
The household chemical and personal care sectors are governed by a complex “matrix” of legal requirements: quality declarations, barcodes, MSDS (Material Safety Data Sheets), and environmental certifications. For a new business, this can be overwhelming.

A professional OEM partner handles the heavy lifting of compliance. We assist you in finalizing all legal dossiers, ensuring that your product is fully eligible for domestic circulation and international export in record time.
9. Reason 8: Focus on core competencies (Marketing and Sales)
No business can be a master of everything. If your team’s strength lies in understanding the consumer, creating viral marketing, and managing retail channels, that is where 100% of your energy should go.

By outsourcing production to specialists like THT Vietnam, you ensure that every department of your business is operating at peak efficiency. This strategic division of labor-where you build the brand and we build the product-is the foundation of the most successful FMCG companies in the world.
10. Reason 9: Product cost optimization through economies of scale
It may seem counterintuitive that outsourcing could be cheaper than self-producing, but the secret lies in the volume. Large-scale OEM factories purchase raw materials-surfactants, fragrances, and packaging-in massive quantities, securing prices that a single brand could never achieve on its own.

These savings are passed down to you. As a result, your per-unit cost is often significantly lower when manufactured by an OEM partner than if you were to attempt small-scale production in-house.
11. Reason 10: Seamless expansion of your product portfolio
Imagine you start with a successful laundry detergent. Tomorrow, you want to expand into floor cleaners, fabric softeners, or even toothbrushes. If you were self-producing, this would require an entirely new wing of your factory and millions in new machinery.

With an OEM partner, expansion is as simple as making a request. The diverse ecosystem at THT Vietnam-spanning from Carefor and OBAY to Dental B-is ready to support your portfolio expansion in an instant, allowing your brand to become a household name across multiple categories.
Why choose THT Vietnam Manufacturing as your strategic OEM partner?
Among the thousands of manufacturers in the region, THT Vietnam Manufacturing stands out by operating with a “Win-Win” philosophy. We are not just a vendor; we are your industrial backbone.

- Dual International Certifications: We operate our Hưng Yên facility based on ISO 9001:2015 and ISO 14001:2015, guaranteeing consistent quality and environmental responsibility-critical factors for winning the trust of the modern “green” consumer.
- Turnkey Support (From Concept to Shelf): THT doesn’t just “mix and fill.” We provide strategic consulting on formulas, design eco-friendly packaging that aligns with global trends, and offer distribution support through the THT Mall ecosystem.
- Proven Brand Authority: Our track record of partnering with national athletes and our strong presence at prestigious trade fairs provide an invisible “trust premium” to any product manufactured in our facility.
Conclusion: Standing on the shoulders of giants
Choosing the OEM model is a masterstroke for SMEs looking to “stand on the shoulders of giants.” it removes the friction of industrial management, eliminates the risk of capital stagnation, and allows you to focus entirely on conquering the hearts of your customers.
With THT Vietnam Manufacturing as your partner in Hưng Yên, you are not just making a product; you are building a legacy with the world’s most advanced technology at your fingertips.
Explore the Top 10 Consumer Product Trends 2025 – 2030. From green chemistry to OEM ODM excellence, discover how THT Vietnam Manufacturing is pioneering the future of sustainable, high-tech home care in Vietnam.

1. Navigating the new era of conscious consumption
The world is standing at the threshold of a new era in consumerism. We are witnessing a paradigm shift where the “functional benefit” of a product is no longer the sole driver of a purchase decision. Today, factors such as personal health, environmental impact, and smart convenience have taken center stage. For modern homemakers, understanding these shifts is about making informed choices; for businesses, it is the “North Star” for long-term survival and breakthrough growth.
As we look toward the 2025-2030 horizon, the market is moving away from mass-produced, chemical-heavy commodities toward specialized, purpose-driven solutions. Below are the 10 dominant trends that will redefine the consumer landscape over the next five years and how THT Vietnam Manufacturing is positioning itself as a pioneer in this evolution.
2. Trend 1: Prioritizing “Green” and biodegradable solutions
Sustainability has evolved from a marketing buzzword into a non-negotiable market requirement. Consumers are actively turning away from products containing harsh synthetic chemicals or single-use plastic packaging.

The shelves of the future will be dominated by “green chemistry.” This involves the use of plant-derived active ingredients-such as soapnuts (bồ hòn) and bio-enzymes-that deliver high cleaning power without harming the ecosystem. As a leading OEM ODM partner, THT Vietnam focuses on biodegradable formulations that dissolve safely back into the environment, ensuring that a clean home does not come at the cost of a dirty planet.
3. Trend 2: The hyper-personalization of the user experience
The “one size fits all” approach is dead. Modern consumers demand products that are “bespoke” or “tailor-made” for their specific needs. This trend is visible across all categories:
- Laundry: Detergents formulated specifically for a baby’s hypersensitive skin.
- Personal Care: Toothbrushes with bristle stiffness calibrated for specific age groups or gum conditions.

By leveraging OEM ODM flexibility, brands can now create micro-targeted product lines that cater to these niche demands, fostering deeper brand loyalty and higher perceived value.
4. Trend 3: Wellness-focused consumption
In the post-pandemic world, every household cleaning product is being placed under a “microscope” for safety. The “Wellness-focused” trend means consumers are scrutinizing labels for what isn’t there.

Products that are paraben-free, devoid of industrial dyes, and feature a neutral pH are leading the market. The goal is to protect the respiratory systems and skin barriers of the entire family. At THT Vietnam Manufacturing, our R&D team prioritizes these safety benchmarks, ensuring that our OEM ODM solutions meet the highest health standards.
5. Trend 4: The rise of aromatherapy and therapeutic living spaces
In a high-pressure world, the home has become a sanctuary for mental recovery. This has led to the integration of aromatherapy into daily chores. Household products infused with natural essential oils like lemongrass, cinnamon, and rose do more than just deodorize; they provide a “sensory retreat.” These scents help relieve stress and create a positive, uplifting atmosphere, turning a mundane task like floor mopping into a self-care ritual.

6. Trend 5: Technology-integrated products (Smart Cleaning)
As homes become “smarter,” so must the products used within them. The trend for 2025-2030 is toward products optimized for High-Efficiency (HE) appliances.

- Low-suds technology: Detergents that clean deeply with minimal foam, saving water and electricity while protecting the longevity of smart washing machines.
- Rapid-rinse formulas: Designed for the busy urban lifestyle, these products shorten the housework cycle significantly.
7. Trend 6: Radical transparency and ingredient traceability
The modern consumer asks: “What exactly is inside this bottle?” Transparency is the new currency of trust. Brands that openly disclose their ingredient lists and back their claims with international certifications (such as ISO or TCCS) will win the market. For an OEM ODM provider, maintaining a transparent supply chain – from raw material sourcing to final production-is essential for the credibility of the private label brands we support.

8. Trend 7: The surge of multi-purpose efficiency
Space and time are at a premium in modern apartments. This has fueled the demand for multi-functional products:
- Laundry: A single liquid that combines detergent, fabric softener, and anti-bacterial properties.
- Surface Care: A floor cleaner that also acts as a natural insect repellent. These “all-in-one” solutions are the ultimate value-added proposition for families looking to save both money and storage space.

9. Trend 8: Strong support for high-quality domestic brands
The “Vietnamese use Vietnamese goods” movement has matured into “Vietnamese take pride in international-quality Vietnamese goods.” Brands that manufacture locally but adhere to global standards have a massive competitive edge. They understand the local climate, water hardness, and consumer habits better than any foreign entity. THT Vietnam Manufacturing exemplifies this by combining local heart with global industrial power.
10. Trend 9: E-commerce and the subscription model
The way we buy is changing. The rise of “auto-replenishment” and subscription models via apps ensures that a household never runs out of essentials. This “seamless fulfillment” is a major convenience leap, moving consumer goods into the digital age where a single tap on a smartphone handles the entire supply chain for the home.

11. Trend 10: Corporate social responsibility (CSR) as a brand pillar
Consumers are now “voting with their wallets.” They are willing to pay a premium for brands that contribute positively to the community, support national athletes, or lead environmental conservation programs. A brand’s social “soul” is now just as important as its product performance.

THT Vietnam: Pioneering the future of the domestic market
Amidst these powerful shifts, THT Vietnam has solidified its position as a market leader. Through our modern THT Vietnam Manufacturing facility in Hưng Yên, we don’t just produce commodities; we design the future of your home.
Excellence through exclusive brands
- Carefor – 6-in-1 International Standard Laundry Technology: Anticipating the multi-purpose trend, Carefor provides deep cleaning and long-lasting fragrance while its low-suds technology protects machines and saves water-perfectly aligning with the sustainability spirit of 2025.

- OBAY – X3 Power High-Tech Cleaning Ecosystem: This is the answer to the “Smart Cleaning” trend. Using ion-stripping technology, OBAY liberates the modern homemaker from labor-intensive scrubbing, allowing for more quality time with family.

- Dental B – Sophisticated Oral Care: Focusing on personalization, Dental B uses virgin resins and ultra-fine bristles to meet the specific oral health needs of the Vietnamese people.

Digitalization and the THT Mall app
We are leading the digital charge with the THT Mall app, connecting agents and consumers directly for a seamless, “one-touch” shopping experience.

Spreading human values through impactful CSR activities
At THT Vietnam, we believe that a strong brand must be a sharing brand. Our CSR (Corporate Social Responsibility) initiatives are a core part of our development compass.

Supporting national sports and female empowerment
We are proud sponsors of the Carefor Cup 2025 (the National 7-a-side Women’s Football Championship) and various tennis and pickleball tournaments. Through our “I Trust Carefor” campaign, we partner with icons of Vietnamese sports:
- Nguyễn Thị Thanh Nhã: The “Whirlwind” of the Vietnam National Women’s Football Team.
- Phạm Nguyễn Vân Nhi & Nguyễn Hoàng Tâm Như: Renowned coaches and athletes from the Hanoi Artistic Gymnastics team. By supporting these women, we aim to spread a spirit of resilience and celebrate the modern beauty of Vietnamese women.
Hands-on community support
From “charity caravans” supporting disadvantaged families to participating in major trade fairs, THT Vietnam is committed to bringing high-quality, subsidized products to consumers in remote and rural areas. The trust of our customers is the fuel for our mission to build a better society.
THT Vietnam Manufacturing – Turning future ideas into reality
With our world-class OEM ODM capabilities, THT Vietnam is the trusted partner for businesses looking to own trend-setting products. Our dedicated R&D team in Hưng Yên constantly updates the world’s most advanced sustainable materials and production technologies to apply them locally in Vietnam.

Our presence at major trade events and our partnership with national athletes serve as a testament to our relentless efforts in building a formidable Vietnamese brand on the global stage.
Conclusion: The path to a sustainable 2030
Embracing consumer product trends for 2025-2030 is the key to living better, safer, and more responsibly. With the partnership of THT Vietnam Manufacturing, the journey toward a modern and sustainable lifestyle has never been closer. Whether you are a consumer looking for quality or a business seeking OEM ODM excellence, THT Vietnam is your bridge to the future.
Take an exclusive look Inside THT Vietnam’s Modern Liquid Detergent Production Line. Discover how our $10M facility in Hưng Yên utilizes advanced automation and ISO-certified processes to deliver 50,000 tons of high-quality liquid detergent annually.

1. The manufacturing infrastructure behind THT Vietnam Manufacturing
In the world of fast-moving consumer goods (FMCG), the efficiency of a liquid detergent production line is what separates market leaders from the rest. For a brand to succeed, it requires more than just a clever marketing campaign; it needs a physical foundation of absolute precision and massive scale. This foundation is found at THT Vietnam Manufacturing, located in the heart of the strategic industrial hub of Hưng Yên.

Stepping inside our facility reveals a fully integrated, high-efficiency manufacturing environment designed for precision and scalability. Sprawling across a 20,000 m² campus, our factory represents a strategic $10 million USD investment designed to meet international manufacturing and quality standards. Every component of the production line is engineered to ensure operational accuracy, batch consistency, and long-term reliability. In this article, we take you behind the scenes to explore the high-tech journey of a product-from raw chemical ingredients to the finished bottle ready for the consumer’s home.
2. The foundation of excellence: A $10 million infrastructure in Hưng Yên
The scale and automation level of a liquid detergent production line directly determine its ability to respond to fluctuating market demand. At THT Vietnam, we understood early on that to be a leader, we could not rely on outdated, manual processes.
2.1. Strategic investment for technological autonomy
Our $10 million investment wasn’t just about size; it was about autonomy. By owning the entire manufacturing ecosystem in Hưng Yên, we control every variable. This autonomy allows us to implement the latest advancements in chemical engineering and mechanical automation. For our B2B partners, this investment translates into stability-stability in pricing, stability in quality, and stability in supply.

2.2. A capacity designed for growth
With an annual capacity of 50,000 tons, the production lines at THT Vietnam are built for high-velocity execution. Whether we are producing a niche batch for a startup or a massive run for a multinational private label, our infrastructure in Hưng Yên absorbs the pressure without compromising on the fine details of the chemical formulation.
3. Phase 1: Raw material management and chemical precision
The journey of any liquid detergent begins long before the first machine starts humming. It begins in the storage and preparation zone, where core formulation components are controlled and prepared.

3.1. Standardized storage and preservation
Operating a modern liquid detergent production line requires a vast array of surfactants, enzymes, fragrances, and stabilizers. In our Hưng Yên warehouse, these materials are stored under strict industrial safety standards. We maintain precise control over temperature and humidity to prevent the degradation of volatile essential oils and active chemical agents. This ensures that the raw materials are as potent on the day of production as they were on the day they were sourced.
3.2. Automated weighing and material feeding
Accuracy in the initial phase is non-negotiable. Even a 1% variance in a surfactant or a fragrance can alter the viscosity or scent profile of the final detergent. THT Vietnam utilizes electronic scales and automated feeding systems that pull raw materials into the production line with milligram precision.
4. Phase 2: The mixing heart-homogenization at scale
The most critical stage of the liquid detergent production line is the mixing process. This is where controlled agitation and formulation engineering ensure product stability and performance.

4.1. Semi-automated mixing systems
Our mixing zone features large-capacity, high-grade stainless steel vessels. These vessels are equipped with high-speed agitation systems designed to ensure complete homogenization and uniform ingredient distribution. Why high speed? Because creating a stable liquid detergent requires thorough homogenization-the process of breaking down and blending ingredients so they don’t separate over time.
4.2. Precision temperature control during blending
Many modern detergents contain heat-sensitive enzymes or specialized polymers. Our mixing system allows for precise temperature adjustments. By heating or cooling the mixture at specific stages of the agitation cycle, we ensure that every chemical bond is formed correctly, resulting in a product that remains stable in various climates, from the humidity of Southeast Asia to the cold of Europe.
5. Phase 3: The automated filling line-versatility across volumes
Once the detergent has been mixed and tested for stability, it moves to the heart of the facility: the automated filling line. This stage transfers the finished detergent into its designated packaging format.

5.1. Handling diversity from 35ml to 9L
A modern liquid detergent production line must be versatile. At THT Vietnam Manufacturing, our automated filling systems are designed to pivot rapidly. Whether the order calls for small 35ml travel-sized sachets or massive 9L industrial-sized containers, the machinery adjusts with surgical precision. This versatility is a key reason why we are a preferred partner for OEM & ODM solutions.
5.2. Minimizing variance and waste
Traditional filling methods often lead to overfills (wasting product) or underfills (violating consumer regulations). Our automated system uses vacuum-pressure filling technology to ensure that every container is filled to the exact volume required. This efficiency not only protects our partners’ profit margins but also ensures a professional, consistent product for the end consumer.
6. Phase 4: Integrated packaging and automated labeling
As the bottles leave the filling station, they move seamlessly into the packaging and finishing phase. This stage completes the packaging process and prepares the product for distribution.

6.1. High-speed capping and sealing
A leak-proof seal is the hallmark of a quality manufacturer. Our production line integrates automated capping machines that apply the perfect amount of torque to every lid, preventing leaks during transit and ensuring a tamper-evident finish that builds consumer trust.
6.2. Automated labeling and date printing
Precision labeling is essential for a product to stand out on the shelf. Our high-speed labeling systems ensure every sticker is applied without bubbles or misalignment. Simultaneously, our integrated date printers apply batch codes and expiry dates with permanent, clear ink-a critical requirement for regulatory compliance and supply chain tracking.
7. Phase 5: The “zero-defect” quality gate
No product leaves the THT Vietnam Manufacturing production line without passing through our rigorous quality gate. Our quality control systems are designed to eliminate production errors and ensure regulatory compliance at every stage.

7.1. Optical sensors and electronic check-weighers
As bottles move down the conveyor, they pass under a series of optical sensors. These sensors detect if a cap is missing, if a label is misaligned, or if there is any visible flaw in the packaging. Behind the sensors are electronic check-weighers that weigh every single bottle in real-time. If a product falls outside the weight tolerance by even a few grams, it is automatically rejected by a pneumatic arm and removed from the line.
7.2. Laboratory verification
In addition to the automated line checks, our in-house R&D laboratory pulls samples from every batch. We test for pH levels, viscosity, active ingredient concentration, and fragrance longevity. This multi-layered approach to quality control is why our facility in Hưng Yên is certified under ISO 9001:2015.
8. Sustainability and environmental management on the line
At THT Vietnam, we recognize that chemical production must be balanced with environmental stewardship. This philosophy is integrated directly into our liquid detergent production line.
- ISO 14001:2015 compliance: Our facility is designed to minimize chemical effluent and waste. We utilize water-recycling systems and high-efficiency motors to reduce our energy footprint.

- Responsible manufacturing: Operating in Hưng Yên, we adhere to the highest standards of waste management, ensuring that our growth as a manufacturer does not come at the expense of our local environment. This sustainability is an increasingly important factor for international brands looking for ethical OEM partners.
9. Why our modern production line is the smart choice for B2B partners
For businesses looking for a manufacturing partner, the “Inside THT” story is about more than just machines. It is about a strategic advantage:
- Cost optimization: High automation means lower labor costs and less waste, which translates into more competitive pricing for our partners.
- Scalability: With our 50,000-ton capacity, we can support your brand from its first local launch to its global expansion.

- Risk mitigation: Our ISO-certified processes and automated rejection systems mean you never have to worry about a “bad batch” damaging your brand’s reputation.
10. Conclusion: The future of liquid detergent production in Vietnam
The modern liquid detergent production line at THT Vietnam Manufacturing represents the future of the chemical industry in Southeast Asia. By combining a $10 million infrastructure with the technical expertise of a dedicated team in Hưng Yên, we have established a high-capacity manufacturing facility built for operational efficiency, quality consistency, and scalable growth.
Whether you are a new brand looking for your first production home or an established international player seeking a reliable OEM/ODM partner, THT Vietnam provides the modern, professional, and high-capacity environment you need to succeed. We welcome global brands seeking a reliable OEM/ODM partner with the infrastructure and technical capability to support long-term growth.
Looking for a world-class laundry pod manufacturer? Explore premium OEM & ODM Solutions for your private label brands. Discover how THT Vietnam Manufacturing uses $10M state-of-the-art technology in Hưng Yên to deliver high-performance, leak-proof laundry pods for the global market.

1. The rise of laundry pods in the global home care market
The laundry detergent landscape has shifted dramatically over the last decade. While powders and liquids still hold significant market shares, the “unit dose” segment-specifically laundry pods-has become the fastest-growing category. For consumers, the appeal is simple: convenience, pre-measured precision, and zero mess. For brand owners, laundry pods represent a premium product tier with higher profit margins and stronger brand loyalty.

However, entering this market is notoriously difficult. Unlike standard liquid mixing, laundry pods require specialized water-soluble film technology and highly precise injection machinery. This technical barrier is why most successful home care companies don’t manufacture pods themselves. Instead, they partner with a specialized laundry pod manufacturer capable of handling the complex chemistry and mechanical engineering required for a shelf-stable, high-performance product.
2. Why partnering with a specialized laundry pod manufacturer is essential
New and established brands alike face a “technological wall” when it comes to laundry pods. You cannot simply repurpose a standard liquid filling line to create pods. You need a partner that understands the delicate balance between the liquid formula and the polyvinyl alcohol (PVA) film.
2.1. Mastering the chemistry of water-soluble films
A laundry pod is essentially a concentrated chemical “bomb” wrapped in a film that must remain perfectly stable in a warehouse but dissolve completely in a washing machine within seconds-even in cold water. If the formula has too much water, the pod will leak or “weep.” If the pH is incorrect, the film becomes brittle and breaks.

A professional laundry pod manufacturer has the R&D depth to ensure that your private label brands don’t face these catastrophic quality issues.
2.2. Precision dosing and multi-chamber technology
Modern consumers are increasingly looking for 3-in-1 or 4-in-1 pods that contain detergent, stain remover, and fabric softener in separate compartments. Achieving this requires multi-chamber molding technology. A specialized manufacturer like THT Vietnam Manufacturing provides the industrial precision necessary to keep these ingredients separate until the moment of use, ensuring maximum chemical efficacy.
3. OEM vs. ODM solutions: Choosing the right path for your brand
When looking for a laundry pod manufacturer, it is vital to understand which service model fits your business stage. Most top-tier facilities in Vietnam offer two distinct paths:
- OEM (Original Equipment Manufacturing): This is the ideal solution if you already have a proprietary, tested formula. You provide the specifications, and the factory provides the $10 million infrastructure, raw materials, and labor to produce it at scale.
- ODM (Original Design Manufacturing): This is a “turnkey” solution. If you are a new brand, you can leverage the factory’s existing, market-proven formulas. The laundry pod manufacturer handles the chemistry, stability testing, and packaging design, allowing you to launch a professional product line in record time.
4. The strategic advantage of private label brands in the pod segment
The “Private Label” model has shed its reputation as a “budget” alternative. Today, private label laundry pods often outperform national brands in blind scent tests and cleaning efficacy.

- Higher Margins: By cutting out the middleman and working directly with a laundry pod manufacturer, you retain more profit per unit.
- Brand Ownership: You own the customer relationship and the brand equity. Whether you are a supermarket chain or a digital-first startup, having a private label pod allows you to control the narrative-from eco-friendly messaging to luxury fragrance profiles.
- Agility: Small to mid-sized private label brands can pivot much faster than multinational corporations. If there is a trend toward “sensitive skin” or “scent boosters,” your OEM partner can adjust production far more quickly.
5. THT Vietnam Manufacturing: A leader in laundry pod production
When it comes to high-volume, high-precision manufacturing, THT Vietnam Manufacturing is one of the leading laundry pod manufacturers in the Southeast Asian region. Located in the strategic industrial hub of Hưng Yên, our facility is designed to meet the most demanding global standards.

5.1. A $10 million investment in quality
We believe that you cannot produce world-class products with second-rate equipment. Our $10 million USD strategic investment was directed toward state-of-the-art automated lines. For laundry pods, this means precision injection systems that ensure every single pod contains the exact milligram of active ingredients required for a perfect wash.
5.2. Massive scale on a 20,000 m² campus
Our sprawling 20,000 m² facility in Hưng Yên provides the space necessary for separated production zones, R&D laboratories, and high-capacity storage. With a total annual output capacity of 50,000 tons, we offer the scalability that private label brands need to grow from local pilots to international powerhouses.

6. Technical excellence: The pillars of pod manufacturing at THT
As a premier laundry pod manufacturer, we focus on several technical pillars that guarantee the integrity of your product:
- Low-Water Formulation Mastery: We specialize in high-concentration formulas with minimal water content, which is the “secret sauce” for long-term pod stability and leak prevention.
- Advanced Film Integration: We work with high-quality PVA films that offer superior puncture resistance during shipping while maintaining rapid dissolution rates in all water temperatures.
- Optical Inspection Technology: Our production lines utilize advanced sensors that automatically reject pods with air bubbles, irregular shapes, or seal defects.
- Fragrance Preservation: Laundry pods are often chosen for their scent. Our climate-controlled storage in Hưng Yên ensures that the essential oils and fragrances in your detergent do not degrade before they reach the consumer.
7. Quality assurance and international certifications
In the chemical industry, trust is built through certification. THT Vietnam Manufacturing operates under a strict “zero-defect” philosophy, backed by:
- ISO 9001:2015: This ensures that our quality management systems are consistent, from the moment raw materials enter our Hưng Yên facility to the moment the finished goods are loaded onto trucks.
- ISO 14001:2015: As a responsible laundry pod manufacturer, we prioritize environmental management, ensuring that our production processes minimize waste and manage chemical footprints effectively.

8. Why “Made in Vietnam” is the smart move for global brands
Choosing a laundry pod manufacturer in Vietnam offers a distinct competitive edge in the global marketplace.
- Logistical Hub: Our proximity to major shipping routes allows for efficient export to North America, Europe, and Australia.
- Operational Optimization: While we maintain the same technological standards as factories in the US or EU, our operational efficiencies in Vietnam allow us to offer more competitive pricing for OEM & ODM Solutions.
- Resilient Supply Chain: Vietnam has proven to be one of the most stable and reliable manufacturing bases in the world, ensuring that your private label brands never face “out-of-stock” crises.
9. Partnering for the future: Scaling your laundry pod brand
The journey of a successful brand is one of constant evolution. A true laundry pod manufacturer should be more than a vendor; they should be a growth partner. At THT Vietnam Manufacturing, we assist our partners through every stage:
- R&D and Prototyping: Testing new scents and cleaning enzymes.
- Regulatory Support: Ensuring your packaging and chemical labels meet the standards of your target market.
- High-Volume Execution: Moving from thousands of units to millions of units seamlessly.

10. Conclusion: Elevate your brand with THT Vietnam Manufacturing
The laundry pod market is not just a trend; it is the future of the home care industry. For brands looking to capture this market, the choice of a laundry pod manufacturer is the single most important decision they will make.
By choosing THT Vietnam Manufacturing, you are not just hiring a factory; you are leveraging a $10 million investment, a 20,000 m² facility in Hưng Yên, and a team of experts dedicated to your success. Whether you need OEM & ODM Solutions or a complete turnkey partner for your private label brands, we have the technology, the scale, and the commitment to bring your vision to life.